

Ce deuxième article du dossier Les céramiques réfractaires : des matériaux indispensables à l'industrie primaire présente la conception et les procédés de fabrication de ces matériaux. Le lecteur est invité à consulter au préalable le premier article du dossier, intitulé Les céramiques réfractaires : introduction, description et classification.
Conception et structure des réfractaires [7]
Afin de répondre aux besoins spécifiques des multiples applications, la diversité des produits proposés sur le marché est grande. Deux conceptions existent : les réfractaires électrofondus et les réfractaires obtenus par agglomération de particules.
Conception et constituants des réfractaires électrofondus

Échantillons de céramiques réfractaires électrofondues fabriquées par des techniques proche de la fonderie par le Groupe Saint-Gobain. Elles sont obtenues par fusion d’oxydes très purs en fours électriques à haute température. Non poreuses, elles présentent également des propriétés exceptionnelles de résistance à la température, à l’usure et à la corrosion chimique très intéressantes pour les industries verrières.
Ce sont les réfractaires par excellence de l’industrie verrière. Les premiers matériaux électrofondus de mullite ont été mis au point par G. Fulcher de Corning Glass Work en 1923. La fabrication par cristallisation d’oxydes fondus donne un enchevêtrement très compact de cristaux avec une porosité inférieure à 5%, voire 3%. Par comparaison avec les réfractaires agglomérés, ils sont très résistants à la corrosion, mais sensibles aux chocs thermiques, tout comme les céramiques techniques. Ceci explique que leur utilisation est limitée principalement aux fours de fusion du verre, qui fonctionnent en continu.
Les principaux réfractaires mis en œuvre par cette technologie sont : les réfractaires à base d’alumine, d’alumine-zircone-silice (AZS), de zircone ou d’oxydes de chrome (principalement alumine-oxydes de chrome).
Alumine α, ß électrofondue
Composé, en partie équivalente, de corindon α (Al2O3), et d’alumine β (Na2O.11Al2O3), la proportion de phase vitreuse de ce réfractaire est très faible. Sa composition est de 95% Al2O3 et 4% Na2O ; ce réfractaire a une bonne résistance à la corrosion à basse température et présente une faible propension au bullage.
Alumine ß électrofondue
Composé en totalité de cristaux d’alumine ß, ce produit ne contient pas de phase vitreuse, sa composition est approximativement de 92% Al2O3 et 7% Na2O. Ce type de réfractaire a une excellente résistance à la corrosion par les vapeurs alcalines. Il est utilisé dans les superstructures des fours de production de verre haut de gamme.
Électrofondues du système alumine - zircone – silice (AZS)
La commercialisation des réfractaires AZS débute au cours de la Seconde Guerre mondiale. Les produits AZS sont constitués de cristaux de baddeleyite (γZrO2) et de corindon (Al2O3) associés à une phase vitreuse indispensable pour limiter les tensions internes générées par le polymorphisme de ZrO2. Dans le cas des verres sodo-calciques (qui représentent 90% de la production), l’association d’un mélange d’oxyde de zirconium et d’alumine confère au produit une excellente résistance à la corrosion par les verres fondus.
Électrofondues à haute et très haute teneur en zircone (HTZ et THTZ)
Ce n’est que dans les années 1980 que les électrofondus à très haute teneur en zircone (THTZ) ont été développés au Japon. Le caractère monophasé de la microstructure de ces réfractaires conduit à une composition homogène au sein des blocs électrofondus.
Électrofondues Al2O3 - Cr2O3
La composition d’un verre d’isolation thermique augmentant son agressivité chimique vis-à-vis du réfractaire en comparaison à celle du verre sodo-calcique, des réfractaires d’alumine-chrome s’écartant de la formule AZS ont été développés. Ils ont une structure très compacte constituée de cristaux de spinelles et de solutions solides Al2O3 - Cr2O3. Ces produits réfractaires sont actuellement supplantés par des matériaux frittés constitués de grains d’électrofondu Al2O3 - Cr2O3 associés à ZrO2.
Conception et constituants des réfractaires agglomérés
Contrairement à la verrerie dont les fours sont garnis de réfractaires électrofondus, la plupart des réfractaires sont fabriqués par frittage et/ou agglomération de particules appelées des grains ou agrégats.
La Figure 1 présente les principaux constituants des réfractaires.

Le terme agrégats suggère bien qu’ils sont constitués de cristaux, souvent des cristallites de taille réduite (10-100 micromètres) frittées ensemble et de plusieurs phases minérales.
Ces grains sont les matières premières très variées (argile calcinée, andalousite, bauxite, alumine, magnésie, dolomie calcinée, zircone, graphite …), achetées par les fabricants de réfractaires à des usines et entreprises spécialisées dans ce domaine. La cohésion du matériau est obtenue par un système de liaison contenu dans la matrice de granulométrie fine.
Il existe plusieurs systèmes de liaison entre les grains :
- La liaison céramique : c’est une liaison qui se forme par cuisson à haute température (>1200°C). Elle résulte du frittage ou céramisation de la partie fine des matériaux ;
- La liaison hydraulique : c’est la liaison typique des bétons réfractaires et elle se met en œuvre à froid. Elle est assurée par l’hydratation d’un ciment réfractaire alumineux ajouté dans le produit. Ce ciment est constitué d’un mélange d’aluminates de chaux qui s’hydratent en présence d’eau à basse température, en provoquant le durcissement du matériau. Il s’agit donc d’un mode de liaison à froid. La teneur en ciment incorporée dans le béton réfractaire peut aller de 30 % massique (béton à haute teneur en ciment) à moins de 2 % massique (ultra basse teneur en ciment) ;
- Les liaisons chimiques minérales : elles sont diverses et impliquent notamment les phosphates d’aluminium, les silicates de soude, les gels de silice, d’alumine … Elles agissent à froid par formation de gels, puis à moyenne température par réaction chimique avec les particules fines1 du produit. Les teneurs ajoutées sont en général basses (inférieures à 5% massique) imposées par le caractère peu réfractaire de ces liants qui contiennent souvent des alcalins ;
- Les liaisons organiques : il s’agit de liaison « basse ou moyenne température ». On citera principalement les liants carbonés : brais de houille, goudrons et résines thermodurcissables. La cohésion se fait par polymérisation des résines ou par polycondensation et réticulation dans le cas des brais et des goudrons.
Fabrication des réfractaires
Les procédés de fabrication des réfractaires électrofondus
La technique d’électrofusion consiste à fondre, en four électrique à arc (à des températures comprises entre 1900 et 2400°C), des matières premières de grande pureté puis à couler les oxydes liquides dans des moules placés dans des caissons remplis de matériaux isolants où ils se solidifient. Ces moules sont constitués :
- soit de sable siliceux ou de zircone électrofondue, agglomérés par des liants organiques ou inorganiques pour l’élaboration des électrofondus AZS ;
- soit de carbone pour les autres fabrications.
La recuisson (refroidissement lent et contrôlé qui dure plusieurs jours ou semaines) limite les contraintes internes dans les blocs coulés de grandes dimensions (typiquement de 2 m de haut et plus) et favorise une cristallisation homogène.
Les pièces peuvent présenter une géométrie complexe (par exemple des formes cruciformes). Ces pièces nécessitent un usinage soigné afin de limiter, en utilisation, l’infiltration du verre dans les joints. De façon à vérifier la qualité de ces joints et de s’assurer des dimensions des pièces réfractaires assemblées, certains verriers réalisent des prémontages des blocs électrofondus qui seront disposés en parois, en sole, en superstructure ou en voûte.
Le procédé d’élaboration est très pointu notamment pendant la phase de solidification :
- Un refroidissement trop rapide ou des gradients de température peuvent générer des tensions et provoquer des ruptures des pièces coulées ;
- Le passage du liquide au solide se produit avec un retrait considérable et une forte tendance à former des cavités de retrait (retassures). Pour la réalisation de pièces de grande qualité, la retassure est généralement éliminée, et pour cela, les électrofondus sont élaborés avec une tête de coulée qui constitue une « réserve de liquide » de grand volume. Dans d'autres cas, le bloc entier est utilisé, mais la retassure est disposée de manière à éviter tout contact possible avec le verre. Il existe plusieurs procédures de coulée visant à diminuer l'amplitude, à éliminer ou à localiser la retassure à l'endroit désiré.
Les blocs coulés peuvent présenter une inhomogénéité dans la composition chimique et dans la dimension des cristaux en fonction de la localisation. Plusieurs phénomènes peuvent expliquer les disparités de composition et de microstructure. Citons :
- Les différences de densité, qui favorisent la sédimentation des éléments les plus lourds (zircone) ;
- Les mouvements de gaz ;
- Une cristallisation rapide de la zircone qui conduit à une évolution de la composition du liquide dont la température de fusion devient plus faible.
La Figure 2 montre l’effet de la densité sur la ségrégation dans le cas d’un réfractaire électrofondu AZS (Alumine - Zircone – Silice). La concentration en zircone est beaucoup plus importante dans la partie inférieure du bloc. Cette disparité de teneur en zircone s’accompagne d’une différence morphologique dans la microstructure.

Les caractéristiques principales de quelques réfractaires électrofondus sont présentées dans le Tableau 1.
| Propriétés | Al2O3 ß | AZS 32-36% ZrO2 |
AZS 39-41%ZrO2 |
Al2O3 -Cr2O3 |
|---|---|---|---|---|
|
Composition (m%) Al2O3 Fe2O3 Cr2O3 ZrO2 MgO Na2O |
0,1-0,2 93-94,5 0,02> - - 0-0,1 5,0-6,5 |
11-17 48-53 0,15> - 32-36 - 1,1-2,0 |
10-13 45-48 0,15> - 39-41 - 1,0-1,3 |
1-3 56-60 5-7 26-28 - 5-7 - |
| Phase (m%) Mullite Alumine α Alumine β Baddeleyite Spinelles Al2O3-Cr2O3 Verres |
- - 99-100 - - - 0-1 |
- 46-50 - 31-36 - - 17-21 |
- 42-45 - 39-44 - - 15-17 |
- - - - 50-55 60-70 0-3 |
| Masse volumique apparente (kg/m3) Porosité apparente (%) Résistance à la compression à froid (MPa) Conductivité thermique à 1000°C (W/m.K) Dilatation thermique entre 25 et 1000°C (10-6/K) |
2900-3100 3-5 20-70 3,1-3,7 6,5 – 7,5 |
3400-3550 0-1 200-500 3,7-4,3 6 – 8,5 |
3600-3700 0-1 200-500 3,7-4,3 6 - 9 |
- 3-6 150< 3-3,5 7 - 9 |
Les procédés de fabrication des réfractaires agglomérés
Des procédés de fabrication plus faciles à mettre en œuvre et moins onéreux que ceux des céramiques techniques et des réfractaires électrofondus sont adaptés à la consommation élevée des réfractaires et à la profitabilité limitée du secteur. Ils donnent aussi des porosités ouvertes élevées (en général 10 à 25%), ce qui détermine une bonne part des propriétés. La porosité a bien sûr un impact négatif sur la résistance à la corrosion chimique, mais elle peut aussi avoir des conséquences positives sur les propriétés mécaniques, en particulier sur la ductilité et ténacité de ces matériaux et sur leur résistance au cyclage et aux chocs thermiques, supérieure à beaucoup de matériaux céramiques denses. Il est possible d’obtenir d’excellents rapports propriétés/prix avec les réfractaires agglomérés.
Les réfractaires agglomérés sont fabriqués par mélange de plusieurs fractions granulométriques de matières premières. Dans le cas des briques, il y a ensuite pressage. Le premier point critique de la formulation du mélange est de pouvoir réaliser un arrangement quasi compact des particules (Figure 3). Pour cela, trois tranches granulométriques sont généralement utilisées (0-1mm, 1-3mm et 3-5mm), en proportions calculées selon des modèles de compacité (par exemple le modèle d’Andreasen).
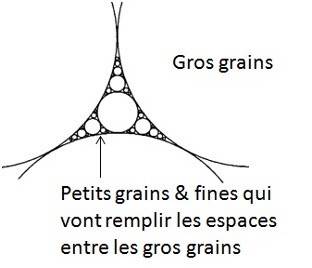
Pour parfaire la distribution granulométrique fine, il faut souvent ajouter des fractions de fines dans la gamme 1-100 microns, de manière à diminuer la porosité ouverte.
Cette conception donne la structure typique des réfractaires agglomérés, dans laquelle on distingue les agrégats ou gros grains et la matrice fine qui comble les espaces (Figure 4). Typiquement cette matrice fine correspond à 1/3 du matériau et est formée des particules de taille inférieure à 200-300 microns, amenées par la fraction 0-1 mm, par les fines et par les liants. Si les gros grains sont les plus visibles, la matrice fine a une importance capitale, car elle contient la majorité de la porosité ouverte et elle constitue le système de liaison.
La mise en forme est réalisée selon plusieurs techniques :
- Pressage unidirectionnel à l’aide de presses hydrauliques ou à friction ;
- Pressage isostatique pour certaines pièces de grandes dimensions et/ou des pièces creuses (tube de protection de jet, busette immergée, utilisés en métallurgie) ;
- Moulage par extrusion ou coulage en barbotine (techniques peu utilisées).
Si le mélange doit être pressé, il est nécessaire d’avoir une masse déformable et d’avoir une cohésion à la sortie de la presse : les liants sont donc ajoutés en partie sous forme liquide (solutions, suspensions) et mélangés avec les grains dans une étape finale. L’obtention d’une brique homogène nécessite d’avoir un excellent contrôle granulométrique des fractions et du mélange.
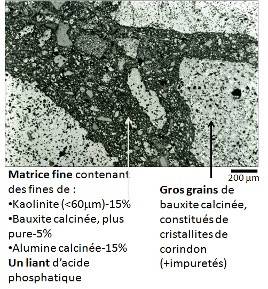
Structure typique des réfractaires agglomérés (gros grains et matrice fine). La conception de la matrice fine qui contient différentes portions de fines et de liants est la plus technique et au cœur du savoir-faire du fabricant.

La fabrication d’une brique requiert un traitement thermique final afin que la liaison puisse développer une résistance mécanique nécessaire à l’utilisation (typiquement une résistance à la compression de 30-100 MPa à froid). Suivant le type de liaison, il peut s’agir d’un simple étuvage (>100°C), d’un tempérage (200-400°C) ou d’une cuisson dans un four tunnel (1300-1800°C).
Les systèmes à liaisons chimiques ou carbonées nécessitent un traitement de basse température chez le fabricant. En utilisation ultérieure dans une installation industrielle (cas par exemple des bétons réfractaires) ou au préalable par cuisson dans un four tunnel, le matériau subit un frittage à haute température où la liaison s’obtient par transformation impliquant les liants et les fractions fines. La matrice fine se transforme donc, non seulement par croissance des grains, mais surtout par développement de nouvelles phases par frittage réactif. Ce type de liaison est appelé, en utilisant un terme de métier utilisé par les réfractoristes, « liaison céramique » et le réfractaire est qualifié de « cuit ».
À titre d’exemple, on trouvera au Tableau 2 les caractéristiques principales de quelques réfractaires agglomérés de la famille SiO2-Al2O3, présentant une teneur croissante en Al2O3.
Ces réfractaires diffèrent par :
- La matière première des agrégats : argile calcinée (ou « chamotte »), andalousite, bauxite naturelle calcinée, mullite frittée ou électrofondue, et alumine électrofondue ;
- La minéralogie des agrégats : mullite et cristobalite, mullite, corindon et mullite, corindon seul ;
- Le type de liaison : frittage par cuisson avec ou sans liant d’argile, liaison organique à base de résine ;
- Les propriétés classiquement mesurées pour les réfractaires.
| Type de produit | Argileux | Sillimanite | Mullite | Bauxite | Alumine |
|---|---|---|---|---|---|
| DIN EN 12475-1 | FC40 | HA55 | HA65 | HA75 | HA85 |
| Liaison Traitement |
Céramique Cuisson |
Céramique Cuisson |
Céramique Cuisson |
Céramique Cuisson |
Carbone Polymérisation |
|
Matières premières Agrégats et additifs |
Chamotte d’argile Argile |
Andalousite Sillimanite |
Mullite frittée Mullite electrofondue |
Bauxite Argile |
Alumine électro-fondue Graphite, Silicium |
| Analyse chimique (m%) Al2O3 SiO2 Fe2O3 TiO2 Si C Autres |
42 54 1,5 1,4 - - 1,1 |
55-65 33-43 <1.5 <1 - - <0.8 |
72-75 24-26 <1 - - - <0.5 |
79,5 14 1,6 2,9 - - 2 |
85 0,9 0,7 0,8 2 9 1,6 |
| Phases minéralogiques | Mullite Cristoballite Corindon Phase vitreuse |
Mullite Cristobalite Phase vitreuse |
Mullite |
Corindon Mullite Phase vitreuse |
Corindon Graphite Silicium |
|
Propriétés physiques et thermiques Masse volumique apparente (kg/m3) Porosité ouverte (%) Résistance à la compression (MPa) Affaissement sous charge (°C) (sous 0,2 MPa déterminé à T 0,5%) Variation permanente de dimension à 1450°C/5h (%) Dilatation thermique à 1000°C (%) Conductivité thermique à 1000°C (W/m.K) Chaleur spécifique moyenne entre 20-1000°C (KJ/kg.K ) |
2250 16,5 65 1450 + 0,1 0,65 1,4 1,06 |
2500-2600 15-16 70-80 1590 - 0.55 1.75 - |
2550-2600 16 80-100 1650-1700 - 0.60 1.75 - |
2750 20 90 1460 + 3 0,71 2,2 1,10 |
3090 10,5 59 - 0 0,7 4 1,11 |
Conception et mise en œuvre des revêtements réfractaires

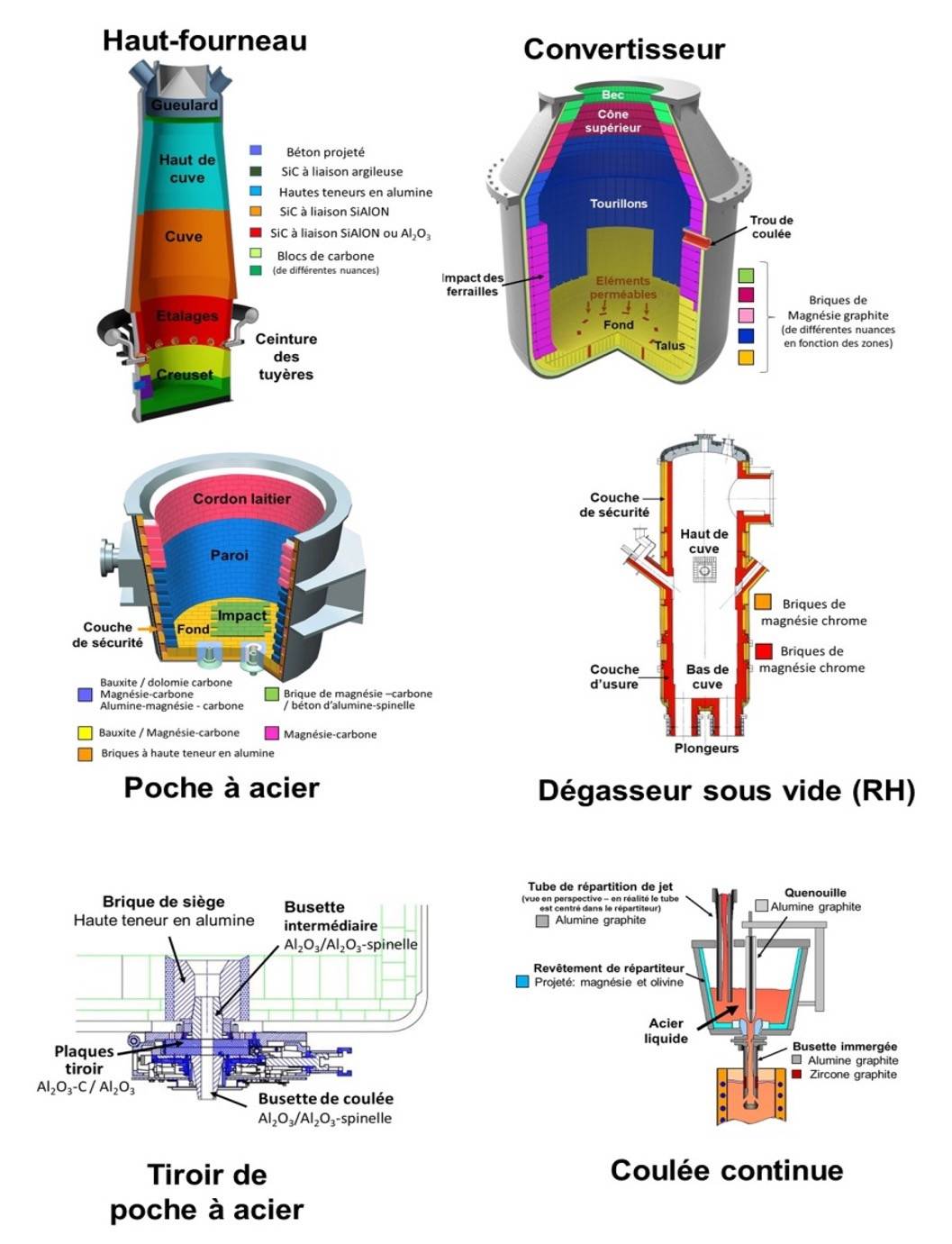
La plupart des fours et des réacteurs sont revêtus de plusieurs couches maintenues par des tôleries ou armatures en acier qui les entourent extérieurement [8]. De l’intérieur vers l’extérieur, se succèdent la couche d’usure (à remplacer typiquement chaque semaine voire chaque année), de sécurité, d’isolation pour arriver à la tôlerie d’acier (voir Figure 5, exemple de la sidérurgie). Pour s’adapter aux conditions locales dans le four, le revêtement d’usure est lui-même constitué de différentes zones contenant des types réfractaires différents. Par exemple, un revêtement de convertisseur d’aciérie est un véritable puzzle réalisé avec une dizaine de qualités différentes de magnésie-graphite.
Concevoir une maçonnerie consiste à définir le format et l’agencement géométrique des briques ou pièces, le dimensionnement des joints éventuels, la nature des matériaux de jointoiement, dans le but de maîtriser le comportement thermomécanique de l’ensemble de la construction, qui est généralement de grande taille.
Le mécanisme principal qui gouverne le comportement thermomécanique des maçonneries réfractaires est le blocage de la dilatation thermique. Il s’agit d’une limitation des déplacements due aux interactions thermomécaniques entre les différents éléments constitutifs de la maçonnerie. Ces interactions s’effectuent au travers des joints et interfaces. Les maçonneries réagissent aux régimes thermiques transitoires en deux étapes :
- dans un premier temps, chaque brique ou élément se déforme de manière autonome sans interaction avec ses voisins. Cela se traduit par des tensions parallèles au flux thermique ;
- dans un deuxième temps, les interactions deviennent significatives et on observe des comportements spécifiques aux assemblages : ruptures, soulèvements, flambages accompagnés de compression dans les plans normaux à la direction des flux thermiques.
Beaucoup de problèmes thermomécaniques rencontrés concernent les maçonneries excessivement bloquées. Il est donc souhaitable d’éviter les maçonneries trop contraintes. Il faut concilier la réduction des tensions thermiques et des compressions induites par le blocage, avec des impératifs de maintien en place des revêtements pendant les manipulations des outils, et la limitation des ouvertures des joints auxquels sont associés des risques d’infiltration et de corrosion.
La conception de ces structures réfractaires est habituellement basée sur l'expérience et par des essais-erreurs (modifications pour donner suite à des problèmes rencontrés). Généralement, seules les parties métalliques, supports des garnissages, sont calculées et le réfractaire est appliqué sur la paroi de façon assez empirique. Pourtant, ce matériau est très fortement sollicité compte tenu des niveaux de température. Il s'endommage souvent de façon importante et sa durée de vie est essentielle pour le fonctionnement correct de l'installation. Une conception rationnelle basée sur un calcul de dimensionnement et de fiabilité des garnissages réfractaires est donc nécessaire, en particulier pour la réalisation de nouvelles installations aux performances accrues.
Les outils numériques, tels que les calculs par éléments finis, apportent une aide à la conception de structures réfractaires permettant le choix des matériaux et le dimensionnement de ces structures [9] [10] [11] en prenant en compte les propriétés thermomécaniques des réfractaires (Figure 6).

Références
[1] Propriétés et Applications des Céramiques
sous la direction de P. BOCH
Traité MIM - Mécanique et Ingénierie des Matériaux
Éditions HERMES Science Publications (ISBN 2746201925), 319 p., Paris, 2001.
[2] Science et Technologies Céramiques
Édité par le Groupe Français de la Céramique, sous la direction de G. FANTOZZI, S LE GALLET, J.C. NIÈPCE, EDP SCIENCES (ISBN 9782759804283), 834 p., 2009.
[3] J. POIRIER,
Céramiques réfractaires
N 4804, Éditions Techniques de l’Ingénieur, Paris (2014)
[4] M. E. LEVIN, R. C. ROBBINS, F. H. Mc MURDIE
Phase diagrams for ceramists, Volume I, The American Ceramic Society, INC (1964)
[5] Refractory Castable Engineering
A. P.D. LUZ, M.A.L. BRAULIO, VL C PANDOLFELLI
Editor: Michel Rigaud
Göller Verlag GmbH, Germany, (ISBN 978-3-87264-004-8), 2015
[6] PH. BLUMENFELD, J. POIRIER
Des hauts-fourneaux aux coulées continues : du process métallurgique aux céramiques réfractaires adaptées , N 4850, Éditions Techniques de l’Ingénieur, Paris (2022)
[7] Céramiques Industrielles
Sous la direction de G. FANTOZZI, J.C NIEPCE, G. BONNEFONT
Collection : Technique et Ingénierie, Dunod, ( ISBN 97821005972222, 2013
[8] PH. BLUMENFELD, J. POIRIER
Des hauts-fourneaux aux coulées continues : propriétés d’emploi et choix optimal des céramiques réfractaires
N 4851, Éditions Techniques de l’Ingénieur, Paris (2022)
[9] P. BOISSE, A. GASSER, J. POIRIER, J. ROUSSEAU
Simulations of thermomechanical behavior of composite refractory linings,
Composites Part B: Engineering, 32 [5] 461-474 (2001)
[10] A. GASSER, P. BOISSE, Y. DUTHEILLET, J. POIRIER
Experimental and numerical analyses of thermomechanical refractory lining behaviour,
Journal of Materials: Design and Applications (IMechE), 215 [Part L] 41-54 (2001)
[11] N. SCHMITT, A. BURR, Y. BERTHAUD, J. POIRIER
Micromechanics applied to the thermal shock behavior of refractory ceramics,
Mechanics of Materials, 34 725-747 (2002)
[12] J. POIRIER, P. LEFORT, S. VALETTE Stéphane
Corrosion des céramiques, Cor 401, Éditions Techniques de l’Ingénieur, Paris (2018)
[13] Corrosion of Refractories: The Fundamentals, FIRE Compendium Series, Volume 2-A, GöllerVerlag J. Poirier, M. Rigaud, (2017)
[14] W.E. Lee and S. Zhang - Melt Corrosion of Oxide and Oxide-carbon Refractories, International Materials Reviews, 44 [3] 77-104 (1999).
[15] J. Poirier, M.L. Bouchetou, F. Qafssaoui and J.P. Ildefonse
Analysis and interpretation of refractories microstructures in studies of corrosion mechanisms by liquid oxides, Journal of the European Ceramic Society, 28 [8] 1557-1568 (2008).
[16] C. Denier, Z.Zhang, E de Bilbao.
Thermophysical Properties of Liquid Zirconia Measured by Aerodynamic Levitation at High Temperature, International Journal of Thermophysics, 44 [8] (127 (2023)
[17] E. Cheremisina, Z. Zhang, E. de Bilbao, J. Schenk
Density, viscosity and surface tension of high-silicate CaO–SiO2 and CaO–SiO2–Fe2O3 slags derived by aerodynamic levitation. The behavior of Fe3+ in high-silicate melts
Ceramics International 49(3), 4460–4472 (2023)
[18] E. de Bilbao, M. Dombrowski, H.Pilliere, J. Poirier
Time-resolved high-temperature X-ray diffraction for studying the kinetics of corrosion of high-alumina refractory by molten oxides
Corrosion Science 139 346-354 (2018)
[19] M.L. Bouchetou, J.P. Ildefonse, J. Poirier, P. Daniellou
Mullite grown from fired andalusite grains: the role of impurities and of the high temperature liquid phase on the kinetic of mullitization. consequences on thermal shock resistance.
ceramics international, 31 [7] 999-1005 (2005)
[20] J. BERJONNEAU, P. PRIGENT, J. POIRIER
Thermodynamic modelling of the corrosion of Al2O3-MgO refractory castables by secondary metallurgy slags in the steel ladles, Ceramics International, 35 [2] 623-635 (2009)
[21] A. V. VILLALBA WEINBERG, D. GOEURIOT, J. POIRIER, C. VARONA, X. CHAUCHERIE
Mullite–zirconia composite for the bonding phase of refractory bricks in hazardous waste incineration rotary kiln, Journal of the European Ceramic Society 41 995-1002 [2021]
[22] H. PENG
Recent progress in microsilica-gel bonded no-cement castables
Ceramics International, 49 [14] part B, 24566-24571 (2023)
[23] E. BLOND, A. K.NGUYEN, E. DE BILBAO, TH.SAYET, A. BATAKIS
Thermo-chemo-mechanical modeling of refractory behavior in service: Key points and new developments, International Journal of Applied Ceramic Technology 17 1693-1700 (2020)
[24] E. DE BILBAO, P. PRIGENT, C. MEHDI-SOUZANI, M.-L. BOUCHETOU, N. SCHMITT, J. POIRIER, E. BLOND, Measurement of the Volume Expansion of SiC Refractories Induced by Molten Salt Corrosion Journal of Ceramic Science and Technology, 4 (4), (2013).
[25] E. BLOND
Modélisation du comportement de structures et de matériaux aux hautes températures
Habilitation à diriger des recherches, Université d’Orléans, 10 novembre 2010.
[26] M.Moreira, P. Pelissari, C.Parr, C.Wohrmeyer, V.C.Pandolfelli
Data mining on technical trends and international collaborations in the refractory ceramic area
volume 43, issue 4, Ceramics international, 2017
[27] M.Santos, V. Pandolfelli,
Challenges for data mining and machine learning in the refractory industry and end‐users
FIRE-ECerS Summer School: Eco Design of Refractories, Aachen, 2022
[28] M. Rigaud, J.Poirier, M.Huger, T.Tonnesen, V. Pandolfelli
A refractory engineering program for the 21st century
Open Ceramics 15 100387 (2023)
[29] P. VAN BEURDEEN
Management and production of iron by H2 – consequences for refractories
FIRE-ECerS Summer School: Eco Design of Refractories, Aachen, 2022
[30] J. POIRIER
Hydrogen: an issue and a new challenge for the durability of refractories
Proceeding of UNITECR 2023 (Unified International Technical Conference of Refractories),
26th – 29th September 2023, Frankfurt am Main, Germany





